
703
Material: Composite Method Used: Cutting Depth: Through Laser Type: CO2 Focal Length Lens: 300mm Power: 25% ~ 25 Watts Frequency: 5 kHz Speed: 25″ per sec Passes: 3 Cycle Time: 0.422 seconds The samples were cut using the F100 CO2 marking system equipped with a 300 mm lens. 3 passes were used to make the cut rather than 1 slower pass, this was done to potentially reduce the amount of char and burning produced from the laser. The sections that are cut have been labeled 1-2 and 3-4. The numbers have been placed near to the edge that was cut by the laser.
.jpg)
705
Material: Acrylic Method Used: etch Depth: <.002 Laser Type: 20 Watt CW Fiber Laser Focal Length Lens: 254mm Power: 40% Speed: 10 inches per second Passes: 2 Cycle Time: 50.5 seconds Samples were processed using a 20 watt CW fiber laser through a 254mm F-theta lens. To increase the contrast in the brail bars you may need to increase the amount of paint use in the colored area. (race track color).

706
Material: PET Method Used: Cutting Depth: Through Laser Type: CO2 200W Focal Length Lens: 3.75″ lens Power: ~50 Watts Frequency: 4 kHz Speed: 200mm per sec Passes: 1 The samples were cut using the 200 Watt SMB 1200 FL cutting system. The PET film was cut using the pattern requested by the customer. While processing the samples an emphasis was placed on producing a cut with little to no residue left on the samples. The end result was a clean cut with crisp edges and minimal to zero residues. The only drawback while cutting the PET film was overcoming the air-bubbles contained in the protective layers. The drawbacks from the air bubbles were minimal and basically resulted in providing an opportunity for leaving residue on the sample, the air bubbles at times made it difficult to cut cleanly through the protective layer. This occurrence was minimal and the samples can still be easily removed once cut out. The final samples were cut out from a whole sheet using an array of 6×7 pieces.

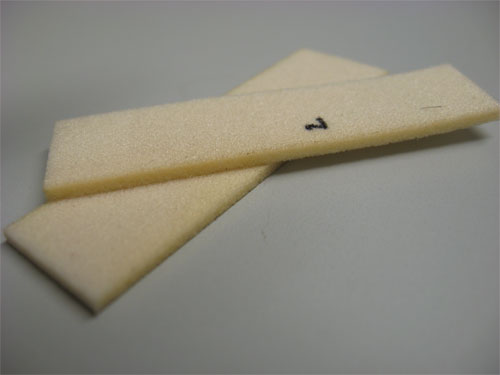
707
Material: Foam Method Used: Cutting Depth: Kiss & (Through) Laser Type: CO2 Focal Length Lens: 3.75″ Power: 40 Watts (60 Watts) Frequency: 3 kHz (3 kHz) Modulated Speed: 300mm (300mm) Passes: 1 The samples were cut using the 200 Watt SMB 1200 FL cutting system. Each foam sample was cut with a 1″ x 1.5″ box kiss cut and also cut through. The thicker foam sheets would benefit from a longer focal length lens then 3.75″ lens used for the application.

Laser Cutting Acrylic
Application Details The Application was done with a low power system in the lab. The recommendation for this process would be for a minimum of 100watt laser for projected cutting speeds of 1mm per second. 100-watt laser projected 50mm plus per second.200-watt laser projected 100 mm plus per second cutting speeds. Process Laser cutting Material Acrylic Industry Automotive Laser Type CO2 Laser Power 100 W Laser Frequency 5 kHz Focal Length 5 inches Depth through Speed 50 mm/sec Passes 1 Laser Used SBM1200 Application Details This acrylic sample was processed using the SBM 1200M cutting system equipped with a 150 Watt CO2 laser and a 5.00″ lens. The samples were cut using the artwork provided by the customer. Process Laser cutting Material Acrylic Industry Manufacturing Laser Type CO2 Laser Power 200 W Laser Frequency 5 kHz Focal Length 5 inches Depth through Speed 10mm /sec Passes 1 Laser Used SBM1200 Application Details The sample was cut through all 3 layers completely and consistent at a speed of 250mm per second. however, with a smaller focus lens, it is possible to increase its speed up to 300mm/sec. Two protection films (clear and green) produce a great amount of smoke and residue while cutting, which contaminates the sample very strongly. No cleaning was performed on the sample after cutting. ProcessLaser cuttingMaterialAcrylicIndustryManufacturingLaser TypeCO2Laser Power250 WLaser Frequency10 kHzFocal Length5 inchesDepththroughSpeed250 mm/secPasses1Laser UsedTitan FX

709
Material: Acrylic with protection tape Method Used: laser cut Depth: Through Laser Type: 250W CW CO2 laser Focal Length Lens: 5′ Power: 100% (250W average) Frequency: 10kHz modulated Speed: 250mm/sec Passes: 1 Sample was cut through all 3 layers completely and consistent at speed 250mm/sec, however with a smaller focus lens it is possible to increase speed up to ~300mm/sec. Two protection films (clear and green) produce a great amount of smoke and residue while cutting, which contaminates sample very strong. No cleaning was performed on the sample after cutting.

Laser cutting cardboard application
Material: Cardboard Method Used: Laser Cutting Depth: Through Laser Type: CO2 Focal Length Lens: 5″ Power: 200 Watts Frequency: 1-10 kHz (Modulated) Speed: 20-50mm Passes: 1 The samples were cut using the SBM 1200FL cutting system equipped with a 250 Watt CO2 and a 5.00″ lens. The samples were cut using parameters similar to the previous application.

694
Material: pills Power: 20% Method Used: Etch Frequency: 30KHz Depth: <.001 Speed: 10 inches per second Laser Type: 20 Watt Q-Switch Fiber Laser Passes: 1 Focal Length Lens: 160mm Cycle Time: 1.328sec Samples were processed using a 20 watt Q-switched fiber laser through a 160mm F-theta lens.

695
Material: Titanium Method Used: Annealing Depth: Surface Laser Type: Pulsed Fiber Focal Length Lens: 160mm Power: 95% Frequency: 30 kHz Speed: 1″ per sec Passes: 12 Cycle Time: 26.52 seconds The samples were processed using the 20 watt Pulsed Fiber Laser equipped with a 160mm lens. In order to get the marks darker than what was currently being produced the beam was defocused approximately 6mm above the part. A low frequency was used to obtain the highest amount of beam intensity and a slow mark speed was used. The parameters that produced the best results were marking at 6mm above focus, 95% Power, 30 kHz and 1 “ per second mark speed. The mark darkens more and more with each consecutive pass, using 10-12 passes produced the best results during testing.
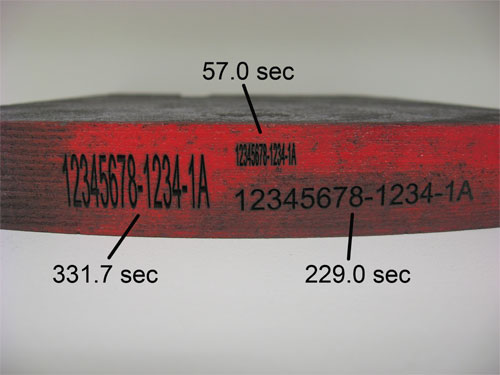
696
Material: Carbon Pieces – 2nd Trial Method Used: Etch Depth: <.002 Laser Type: 20 watt Q-Switch Fiber Laser Focal Length Lens: 160mm Power: 100% Frequency: 20kHz Speed: 10 inches per second Passes: 9 Cycle Time: 57 – 331 seconds Samples were processed using a 20 watt Q-switched fiber laser through a 160mm F-theta lens. *Due to the curved angle of the piece the characters on the end are less deep. Recommend 50 watt fiber laser with 100 mm lens. The smallest sample is the height and width requested by customer. The longest sample is comparable to the height and width of the sample that the customer sent to us.
(1).jpg)
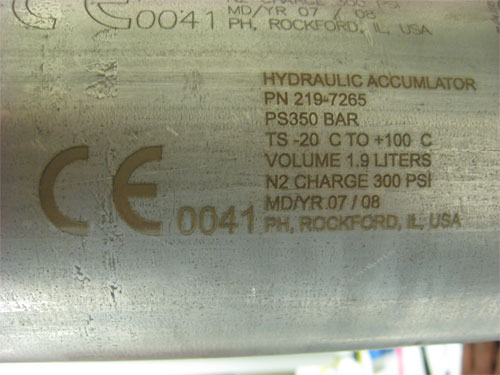
697
Material: aluminum Method Used: etch Depth: < 3mm Laser Type: 20 Watt Q-Switch Fiber Laser Focal Length Lens: 160mm Power: 100% Frequency: 20 kHz Speed: 10 inches per second Passes: 600 Cycle Time: 10 mins Samples were processed using a 20 watt Q-switched fiber laser through a 160mm F-theta lens.

698
Material: Black Polypropylene Method Used: Etch Depth: <.001 Laser Type: 20 watt Q-Switch Fiber Laser Focal Length Lens: 160mm Power: 30 – 100% Frequency: 20kHz Speed: 26 – 60 inches per second Passes: 1 Cycle Time: 156 – 188ms Samples were processed using a 20 watt Q-switched fiber laser through a 160mm F-theta lens

699
Material: Glass Method Used: laser marking Depth: Surface Laser Type: 100W CW CO2 (10.6um) Focal Length Lens: 300mm Power: 10% Frequency: 5kHz modulated Speed: 500mm/sec Passes: 5 Cycle Time: 1.5sec
700
Material: Steel Method Used: etch Depth: >.003 Laser Type: 20 Watt Q-Switch Fiber Laser Focal Length Lens: 160mm Power: 98% Frequency: 20 kHz Speed: 15 inches per second Passes: 20 Cycle Time: 1176 seconds Samples were processed using a 20 watt Q-switched fiber laser through a 160mm F-theta lens.

701
Material: Plastic Method Used: etch Depth: <.001 Laser Type: 20 Watt Q-Switch Fiber Laser Focal Length Lens: 160mm Power: 57% Frequency: 20 kHz Speed: 20 inches per second Passes: 1 Cycle Time: 9.98 seconds Samples were processed using a 20 watt Q-switched fiber laser through a 160mm F-theta lens.