

181
Caterpillar Sample Parts Marking
The samples marked extremely well with the 20-watt Fiber Laser Marking System. Dark marks were placed on all of the steel tappets. The steel tappets had a cycle time of 7.73 seconds. A high frequency was used to produce dark marks on steel.

116
Laser marking application of a stainless steel medical grade ruler. The sample marked extremely well with the 20-watt Fiber Laser Marking System. See the Fiber Tower series for more details.

133
The parts were marked with a 10-watt q-switched ytterbium fiber laser and a 160 mm focal length lens. The parts were surface etch, to create contrast. Some of the material was not able to mark well.

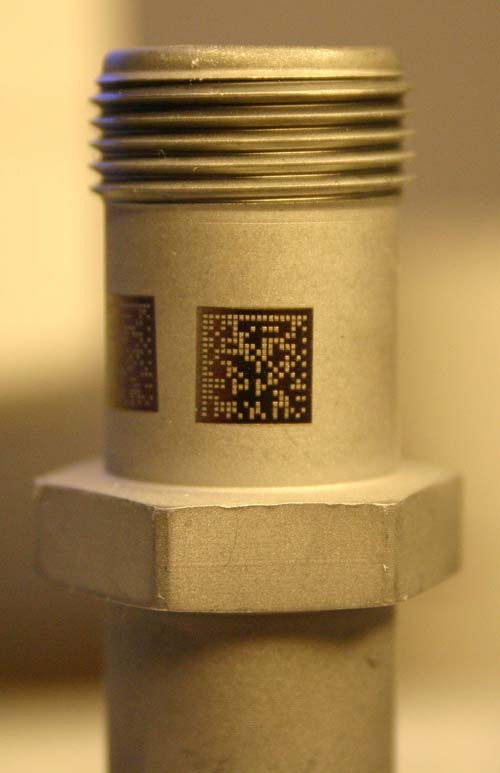
166
UID marking was accomplished with a 20-watt q-switched ytterbium fiber laser with a 160 mm focal length lens. The small gear sample was marked on both sides. The side with the etched mark had a cycle time of 0.977 seconds. The side with the dark anneal mark had a cycle time of 6.33 seconds. All the 2D codes on the samples read at the lab. The dark 2D matrix code read best at the lab.

182
Material: Silver plated 416 SS
Power: 20 Watt
The method used: Engraving
Frequency: 40kHz
Since there was not a rotary indexer configured at the time during the processing of this application, the most feasible solution was to rotate the parts by hand. The total marking area was broken into 3 sections. The 3 sections were all marked with the same parameters but did have different cycle times. The first part of the mark took only 0.96 seconds with the middle part taking only 0.79 seconds and the last part of the mark taking 0.74 seconds to lase. Giving the total laser marking a time of 2.46 seconds. This laser marking time does not include the 2 rotations needed to complete the mark.
Technology: Q-switched Fiber Laser
Focal Length Lens: 160mm

117
Medical Implant Parts:
The titanium medical parts were laser marked using a 20 Watt Q-Switched Fiber Laser with a 160 mm lens. All parts were annealed using 16 Watts of power, frequency of 80 kHz, speed of 8″ per second. The screw heads had a cycle time of 1.58 seconds. The rod had a time of 9.68 seconds. The clamp had a cycle time of 4.87 seconds for each logo. The ball joint was marked on the opposite side of the pre-existing marks and had a cycle time of 7.24 seconds. High contrast marks were achieved.

134
The parts were marked with a 10-watt q-switched ytterbium fiber laser and a 160 mm focal length lens. The parts were surface etch, to create contrast. Some of the material was not able to mark well.

167
The parts were laser marked with a 20-watt q-switched ytterbium fiber laser with a 160 mm focal length lens. The UID marking sample was annealed marked to create a nice contrast mark. It had a cycle time of 10.63 seconds. All the 2D codes on the samples read at the lab.

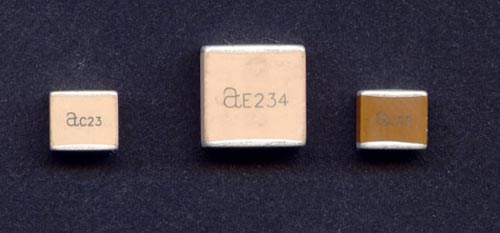
101
The B Case, C Case & E Case parts were marked in the applications lab. The parts were marked as specified in the blueprints included with the capacitors. The whitish parts marked very well with the 20-watt q-switched ytterbium fiber laser. The dark brown parts did not produce as much contrast, but it did still mark. The smaller parts in the A Case were not marked since the applications lab was not currently stocked with a short enough focal length lens required to create such a small mark. The cycle times for the B case parts were 0.08 seconds, the C case parts had a cycle time of 0.115 seconds and the E case parts had a cycle time of 0.2 seconds.

118
Medical Device Marking – Medical Saw:
These parts were marked using a 20-Watt Fiber Laser Marking System. The parts were marked with a single line, narrow font for speed purposes, and a bold font to increase readability. The parts were engraved deep enough that the marking would very hard to remove. One part was engraved using a narrow font, this produced a short cycle time. The cycle time for the narrow engraved part took 3 seconds. The second part was engraved with a bold font to increase readability; the cycle time for the bold font was 8.5 seconds.

135
This stainless steel medical part was laser marked using a 20 Watt Fiber Laser Marking System.

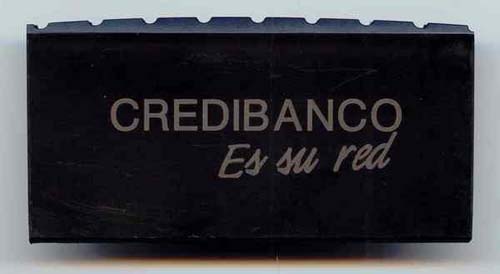
185
This part was marked using a 20 watt Fiber laser marking system. The parts were surface annealed, to remove the black paint and create contrasting marks.

102
The B Case, C Case & E Case parts were marked in the applications lab. The parts were marked as specified in the blueprints included with the capacitors. The whitish parts marked very well with the 20-watt q-switched ytterbium fiber laser. The dark brown parts did not produce as much contrast, but it did still mark. The smaller parts in the A Case were not marked since the applications lab was not currently stocked with a short enough focal length lens required to create such a small mark. The cycle times for the B case parts were 0.08 seconds, the C case parts had a cycle time of 0.115 seconds and the E case parts had a cycle time of 0.2 seconds.