OSHA Standards
General Industry (29 CFR 1910) | |
1910 Subpart I – Personal Protective Equipment | 1910.132, General requirements. |
1910.133, Eye and face protection. | |
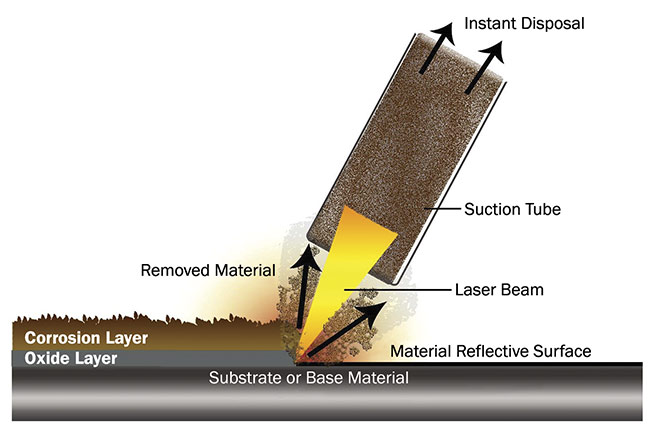
Laser light can be very powerful – powerful enough to cut through thick steel. It can also be very precise – precise enough to slice a small section off of large raw materials. If a laser can do this, what do you think it could do to your eyes and skin?
Let’s look more carefully at a laser beam. Some laser light you can’t see and some laser light you can see, depending on the laser beam’s wavelength. The laser beam’s wavelength determines what the amount of damage can occur if you look directly into the beam or look at the beam when it reflects off of a reflective surface. A burn to the front part of the eyeball could result in partial blindness. A burn to the back of the eyeball could cause partial or permanent blindness.
To prevent these operators can enclose the laser beam so that nothing can pass through protected viewing window, Class 1. Operators need to wear laser eye protection in the form of goggles or glasses. Ordinary sunglasses will not protect you against laser light. The goggles or glasses must be made to protect you against the wavelength and power level that the laser is operating at. Each laser requires its own eye protection, as there is not one set of goggles or glasses that protects against all lasers. Lasers that are completely enclosed do not require eye protection.
https://assets.lia.org/s3fspublic/pdf/OSHAIntroductionToLaserSafety_2018.pd
FDA/The Center for Devices and Radiological Health (CDRH) is a regulatory bureau within the U.S. Federal Food and Drug Administration (FDA) of the Department of Health and Human Services. CDRH has been chartered by Congress to standardize the performance safety of manufactured laser products. All laser products that have been manufactured and entered into commerce, after August 2, 1976, must comply with these regulations.
Our CleanTech™ products are registered with FDA and CDHR.
Center for Devices and Radiological Health (CDRH) department of the Food and Drug Administration (FDA) did acknowledge a registration of the Class I , CleanTech™ Laser Products, and issued an Accession Number for those can be provided if requested.
Model family CleanTech™ with models Pro CM, Megacenter, Little Giant, Compact, Laser Blaster Cabinet, Titan, Desktop, Professional DUO, Tool Master, Titan Express, Professional, Titan FX, Professional RT.
Laser Photonics certify that Class I , CleanTech™ Laser Products are in full compliance with FDA requirements and regulations.
A Laser OEM Registration and Listing of the CleanTech™ Class IV Material Processing Laser Products was acknowledged by FDA, and an accession number can be provided if requested.
CleanTech™ Handheld LPC-200CTH, CleanTech™ Handheld LPC-50CTH, CleanTech™ Handheld LPC-1000CTH, CleanTech™ Handheld LPC-300CTH, CleanTech™ Handheld LPC-2000CTH, CleanTech™ Handheld LPC-100CTH, CleanTech™ Robot, CleanTech™ Handheld NCX; model family I-Series with model(s) I-Series OEM Kit.
A customer possessing these products is solely responsible for the compliance with FDA.
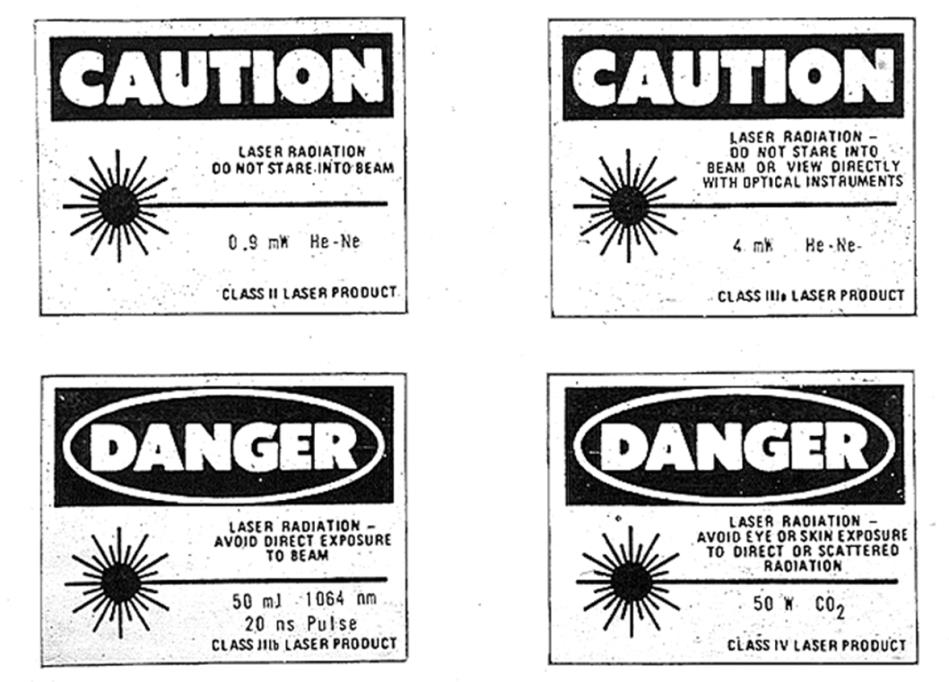
Laser Hazard Classification
- Class 1 is inherently safe, usually because the light is contained in an enclosure, for example in CD players.
- Class 2 is safe during normal use; the blink reflexof the eye will prevent damage. Usually up to 1 mW power, for example laser pointers.
- Class 3R (formerly IIIa) lasers are usually up to 5 mW and involve a small risk of eye damage within the time of the blink reflex. Staring into such a beam for several seconds is likely to cause damage to a spot on the retina.
- Class 3B lasers (5–499 mW) can cause immediate eye damage upon exposure.
- Class 4 lasers (≥ 500 mW) can burn skin, and in some cases, even scattered light from these lasers can cause eye and/or skin damage. Many industrial and scientific lasers are in this class.